【作 者】 田仲可
【引 言】
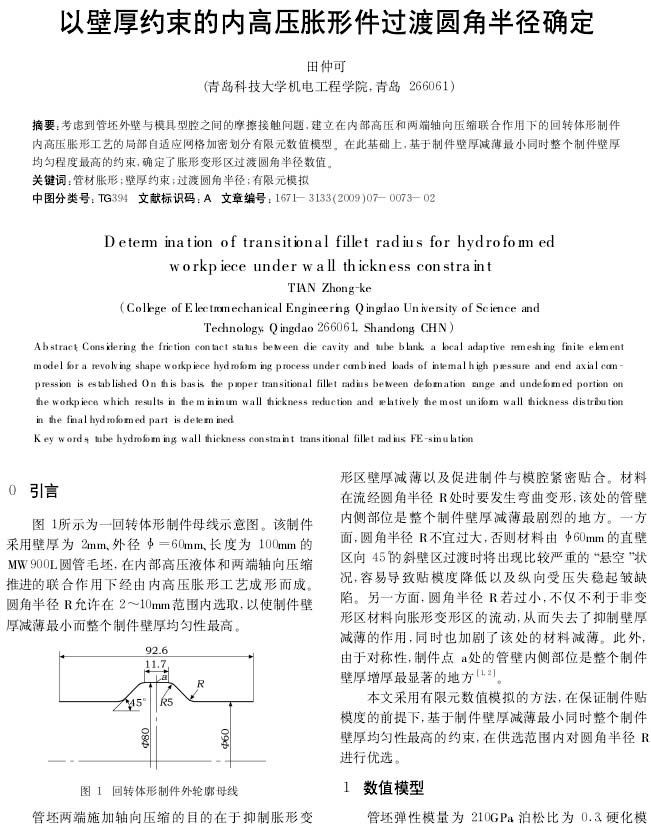
圖1所示為一回轉(zhuǎn)體形制件母線示意圖����。該制件采用壁厚為2mm、外徑Φ=60mm�、長(zhǎng)度為100mm的MW 900L圓管毛坯�����,在內(nèi)部高壓液體和兩端軸向壓縮推進(jìn)的聯(lián)合作用下經(jīng)由內(nèi)高壓脹形工藝成形而成�����。圓角半徑R允許在2~10mm范圍內(nèi)選取���,以使制件壁厚減薄最小而整個(gè)制件壁厚均勻性最高。
管坯兩端施加軸向壓縮的目的在于抑制脹形變形區(qū)壁厚減薄以及促進(jìn)制件與模腔緊密貼合���。材料在流經(jīng)圓角半徑R處時(shí)要發(fā)生彎曲變形�����,該處的管壁內(nèi)側(cè)部位是整個(gè)制件壁厚減薄最劇烈的地方�。一方面��,圓角半徑R不宜過(guò)大���,否則材料由小60mm的直壁區(qū)向45o的斜壁區(qū)過(guò)渡時(shí)將出現(xiàn)比較嚴(yán)重的‘懸空”狀況�,容易導(dǎo)致貼模度降低以及縱向受壓失穩(wěn)起皺缺陷�����。另一方面�����,圓角半徑R若過(guò)小��,不僅不利于非變形區(qū)材料向脹形變形區(qū)的流動(dòng)���,從而失去了抑制壁厚減薄的作用,同時(shí)也加劇了該處的材料減薄���。此外����,由于對(duì)稱性���,制件點(diǎn)a處的管壁內(nèi)側(cè)部位是整個(gè)制件壁厚增厚最顯著的地方[1����,2]。
本文采用有限元數(shù)值模擬的方法���,在保證制件貼模度的前提下���,基于制件壁厚減薄最小同時(shí)整個(gè)制件壁厚均勻性最高的約束����,在供選范圍內(nèi)對(duì)圓角半徑R進(jìn)行優(yōu)選。
【結(jié) 語(yǔ)】
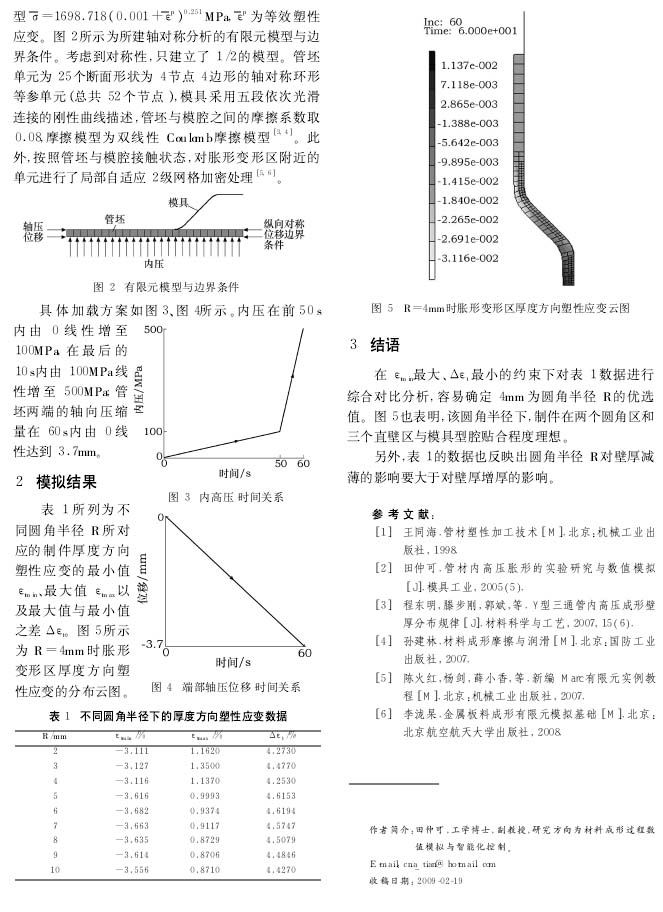
在εmin最大��、△εt最小的約束下對(duì)表1數(shù)據(jù)進(jìn)行綜合對(duì)比分析,容易確定4mm為圓角半徑R的優(yōu)選值�。圖5也表明�,該圓角半徑下,制件在兩個(gè)圓角區(qū)和三個(gè)直壁區(qū)與模具型腔貼合程度理想��。另外����,表1的數(shù)據(jù)也反映出圓角半徑R對(duì)壁厚減薄的影響要大于對(duì)壁厚增厚的影響�。
以下是正文: