【作 者】程文冬;王連東
【前 言】
液壓脹形是以管材作坯料�,通過管材內(nèi)部施加超高壓液體(水、乳化液或油)和軸向進(jìn)給補(bǔ)料把管坯壓入到模具型腔使其產(chǎn)生環(huán)向擴(kuò)張并貼模成形[1,2]�����。
管件的液壓脹形適用于制造航空��、航天和汽車領(lǐng)域的各種異形的空心構(gòu)件�����。液壓脹形是實(shí)現(xiàn)零部件輕量化的重要新工藝之一���,該技術(shù)可以很大程度上替代沖壓焊接方法�����,材料利用率高,制件壁厚分布合理���,強(qiáng)度��、剛度高,重量輕[3]���。
管件在液壓脹形時(shí)管壁減薄快�,容易脹裂�,因此采用復(fù)合液壓脹形。通常是在管件內(nèi)部施加液體壓力,同時(shí)在軸的兩端進(jìn)行軸向壓縮使管壁金屬材料及時(shí)補(bǔ)充到脹形減薄區(qū)域����,使管件順利成形。影響殼體液壓成形的因素比較多�����,如材料性能�、軸向壓縮量��、脹形內(nèi)壓力���、管件與模具的摩擦等因素����,其中軸向壓縮量△和脹形內(nèi)壓力P的參數(shù)匹配是決定管件成形的關(guān)鍵��。
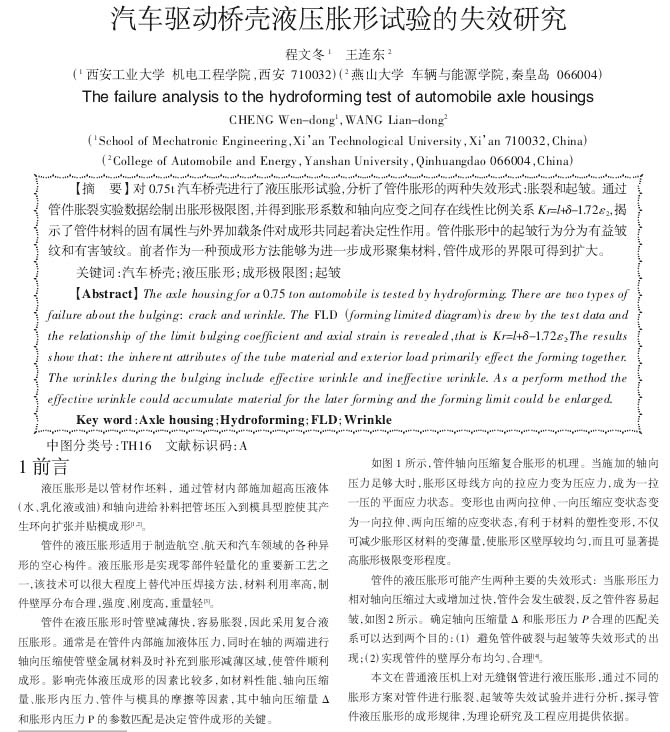
如圖1所示��,管件軸向壓縮復(fù)合脹形的機(jī)理��。當(dāng)施加的軸向壓力足夠大時(shí)�,脹形區(qū)母線方向的拉應(yīng)力變?yōu)閴簯?yīng)力,成為一拉一壓的平面應(yīng)力狀態(tài)��。變形也由兩向拉伸���、一向壓縮應(yīng)變狀態(tài)變?yōu)橐幌蚶?���、兩向壓縮的應(yīng)變狀態(tài)��,有利于材料的塑性變形�����,不僅可減少脹形區(qū)材料的變薄量�,使脹形區(qū)壁厚較均勻����,而且可顯著提高脹形極限變形程度。
管件的液壓脹形可能產(chǎn)生兩種主要的失效形式:當(dāng)脹形壓力相對軸向壓縮過大或增加過快�,管件會發(fā)生破裂,反之管件容易起皺���,如圖2所示�。確定軸向壓縮量△和脹形壓力尸合理的匹配關(guān)系可以達(dá)到兩個(gè)目的:(1)避免管件破裂與起皺等失效形式的出現(xiàn);(2)實(shí)現(xiàn)管件的壁厚分布均勻、合理[4]�。
本文在普通液壓機(jī)上對無縫鋼管進(jìn)行液壓脹形����,通過不同的脹形方案對管件進(jìn)行脹裂、起皺等失效試驗(yàn)并進(jìn)行分析��,探尋管件液壓脹形的成形規(guī)律�,為理論研究及工程應(yīng)用提供依據(jù)。
【結(jié) 論】
管件脹形主要存在兩種失效形式:脹裂和起皺�。軸向壓縮量和脹形內(nèi)壓力的參數(shù)匹配是決定管件成形的關(guān)鍵。
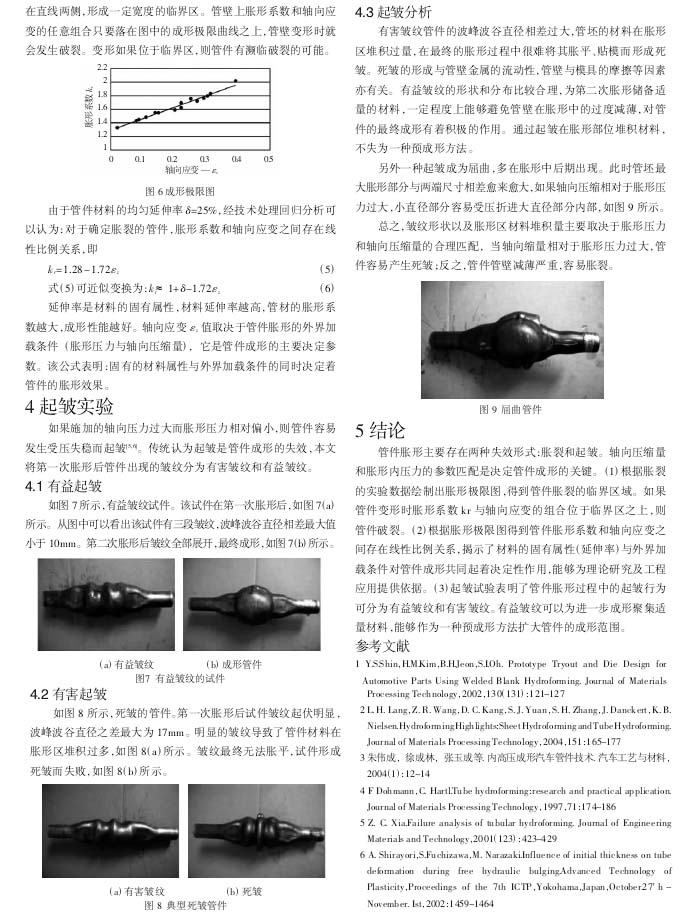
(1)根據(jù)脹裂的實(shí)驗(yàn)數(shù)據(jù)繪制出脹形極限圖���,得到管件脹裂的臨界區(qū)域�����。如果管件變形時(shí)脹形系數(shù)k:與軸向應(yīng)變的組合位于臨界區(qū)之上,則管件破裂���。
(2)根據(jù)脹形極限圖得到管件脹形系數(shù)和軸向應(yīng)變之間存在線性比例關(guān)系����,揭示了材料的固有屬性(延伸率)與外界加載條件對管件成形共同起著決定性作用,能夠?yàn)槔碚撗芯考肮こ虘?yīng)用提供依據(jù)��。
( 3)起皺試驗(yàn)表明了管件脹形過程中的起皺行為可分為有益皺紋和有害皺紋�。有益皺紋可以為進(jìn)一步成形聚集適量材料,能夠作為一種預(yù)成形方法擴(kuò)大管件的成形范圍�。
以下是正文: