【作 者】王中陽;王國(guó)峰;賴小明;張凱鋒
超塑成形工藝適宜制造形狀復(fù)雜�、質(zhì)量輕�����、強(qiáng)度高的鈑金零件�����,因此����,在航空航天工業(yè)中得到廣泛應(yīng)用.簡(jiǎn)單的陰模成形工藝是超塑成形普遍采用的工藝���,但是該工藝生產(chǎn)的零件厚度變化很大�����,這不僅使成形困難���,也影響了零件的使用性能。
為了獲得均勻的厚度分布����,很多新方法已經(jīng)被開發(fā)出來[1-3]。正反向超塑脹形、動(dòng)模成形和板材預(yù)成形等都是控制厚度分布的有效方法[4-5]�����。正反向超塑脹形是將板材在反向預(yù)脹形模內(nèi)成形��,改變厚度分布后再在正向終模具內(nèi)成形得到厚度分布均勻的最終形狀零件的方法�。
由于超塑成形通常是在高溫密閉環(huán)境下進(jìn)行�����,應(yīng)變速率分布復(fù)雜����,成形過程實(shí)時(shí)檢測(cè)困難。因此�,工藝參數(shù)與零件性能的關(guān)系很難通過簡(jiǎn)單的解析或?qū)嶒?yàn)得到.雖然通過大量的實(shí)驗(yàn)可以在某種程度上解決上述問題,但無疑有限元分析方法是普適性強(qiáng)���、節(jié)約實(shí)驗(yàn)經(jīng)費(fèi)��、定量化較精確的分析手段���,同時(shí),對(duì)變形過程可以直觀的顯示出來,已經(jīng)有相關(guān)研究成果的報(bào)道[6-8]�����。
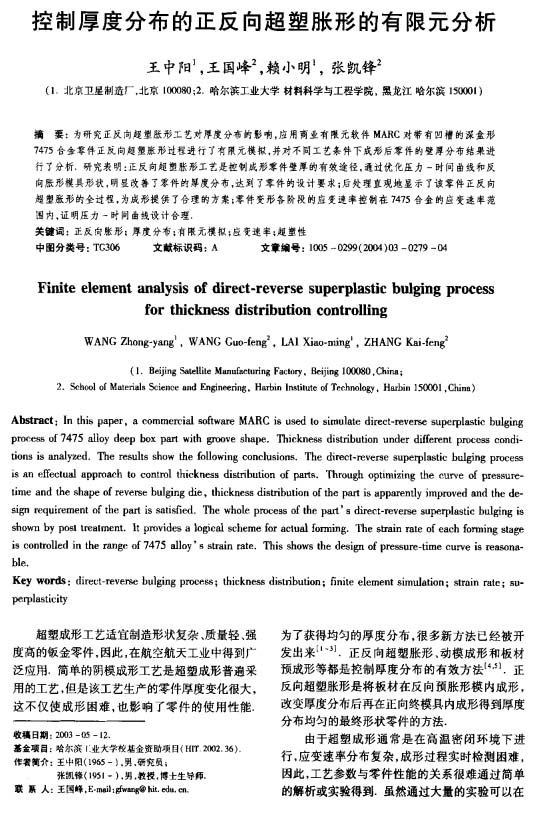
本文將采用商業(yè)有限元軟件MARC2001�,對(duì)帶有凹槽的深盒形零件正反向超塑脹形過程進(jìn)行有限元模擬(該零件尺寸糖度要求高,最小壁厚不能小于0.8 mm)��,分析不同工藝條件下成形后零件的壁厚分布��。
【結(jié) 論】
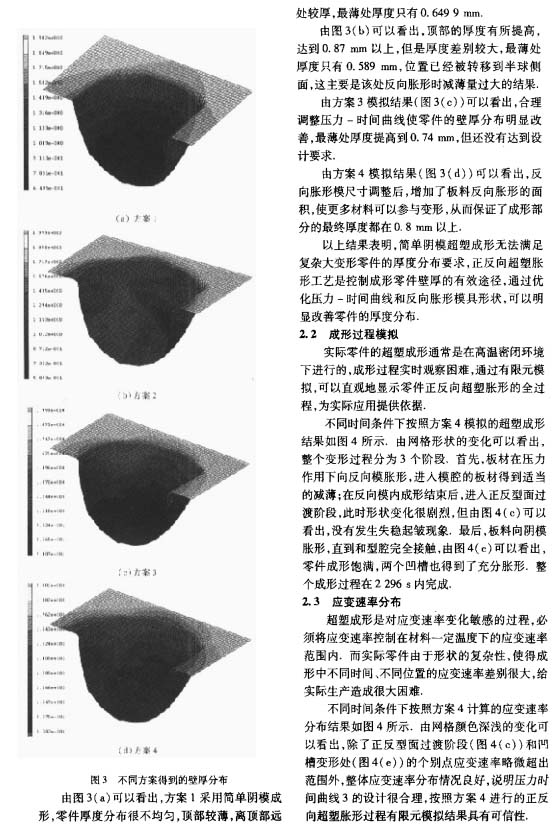
1)正反向超塑脹形工藝是控制成形零件壁厚的有效途徑��,通過優(yōu)化壓力一時(shí)間曲線和反向脹形模具形狀����,可以明顯改善零件的厚度分布;
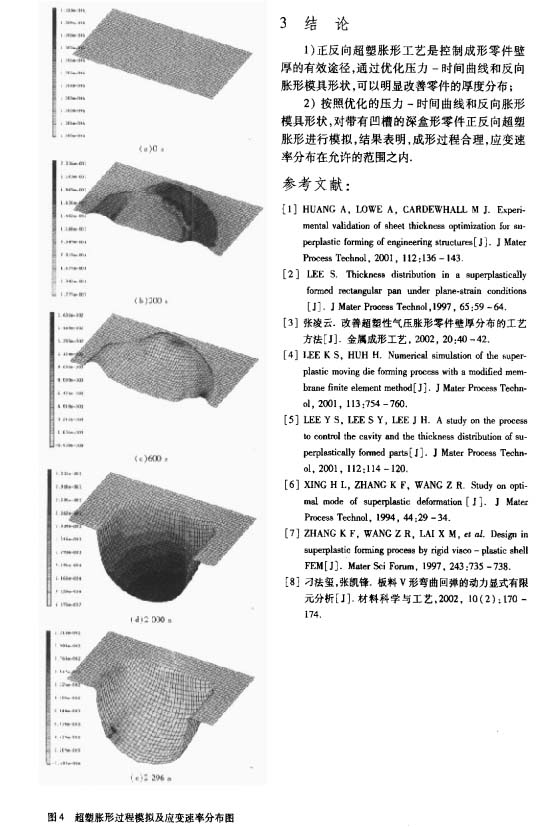
2)按照優(yōu)化的壓力一時(shí)間曲線和反向脹形模具形狀���,對(duì)帶有凹槽的深盒形零件正反向超塑脹形進(jìn)行模擬���,結(jié)果表明,成形過程合理�,應(yīng)變速率分布在允許的范圍之內(nèi)。
以下是正文: