【作 者】邱超斌;江培成;郎利輝;郭慶磊;張猛;李奎;陳林
隨著我國航空航天產(chǎn)業(yè)的飛速發(fā)展����,對關(guān)鍵零部件的性能�、輕量化、強度等提出了更高要求[1]��。鋁合金具有密度小���、強度高和塑性韌性較好等諸多優(yōu)良性質(zhì),因而在航空航天����、交通工具輕量化��、建筑包裝等國民經(jīng)濟領(lǐng)域中占有極為重要的地位����,特別是當今世界正面臨著資源短缺�����、能耗大����、環(huán)保等問題��,加速發(fā)展先進鋁合金材料加工技術(shù)更有著重要意義[2-4]�。回彈問題是鋁合金零件尤其是小曲率零件常見的成形問題�����,回彈量的多少也往往影響著零件的尺寸精度及成形質(zhì)量�����,因而����,國內(nèi)外學者對其進行了大量理論和試驗研究[5-9]。對于這些結(jié)構(gòu)較為簡單的復合曲面零件��,常用拉形或壓彎工藝來成形���,但成形效果欠佳��,零件的回彈問題較為嚴重���,后期需要進行大量的人工敲修�����。
文中以一種小曲率鋁合金框形零件為研究對象�����,采用壓彎一脹形復合成形方法對其進行數(shù)值模擬研究,分析了最大液室壓力對成形的影響規(guī)律���,重點關(guān)注了其對零件最大減薄率及貼膜度的影響�����,并對零件關(guān)鍵成形部位進行剖切以分析壁厚的分布情況��?����;谧顑?yōu)模擬結(jié)果�����,進行回彈模擬分析�。最后����,結(jié)合分析結(jié)果,對該小曲率鋁合金框形件進行現(xiàn)場試驗驗證��,獲得合格零件��。
【結(jié) 論】
1)綜合零件最大減薄率及圓角過渡區(qū)貼膜度的理論分析及模擬結(jié)果�,在最大液室壓力為20 MPa時成形效果較好,最終零件的最大減薄率為16.1%����,同時零件各處圓角過渡區(qū)域貼膜度較好。
2)對數(shù)值模擬后的零件進行剖切分析��,發(fā)現(xiàn)沿截面的壁厚分布較為均勻�����,壁厚減薄較大處僅出現(xiàn)在圓角過渡區(qū)。
3)對最大液室壓力為20 MPa時的模擬結(jié)果進行回彈分析��,零件的最大回彈量為2 mm����,且回彈較大區(qū)域集中在零件外圍(后續(xù)會切除)。由此可見����,利用彎脹復合方法成形該種小曲率框形件能夠解決零件成形后回彈較大的問題�,說明該工藝方案的可行性。
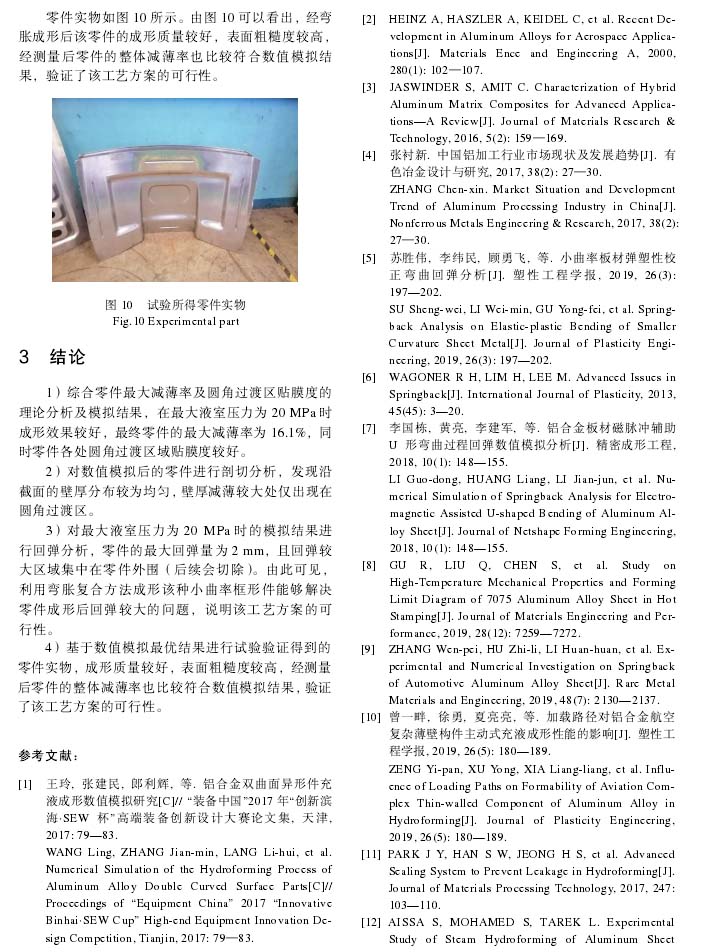
4)基于數(shù)值模擬最優(yōu)結(jié)果進行試驗驗證得到的零件實物����,成形質(zhì)量較好����,表面粗糙度較高�,經(jīng)測量后零件的整體減薄率也比較符合數(shù)值模擬結(jié)果����,驗證了該工藝方案的可行性。
以下是正文: