【作 者】左維
【摘 要】針對(duì)脹形液壓機(jī)原系統(tǒng)存在的問(wèn)題,對(duì)主控制系統(tǒng)和側(cè)推控制系統(tǒng)進(jìn)行改造,采用高速處理能力的S7-PLC、高精度0.005 mm的位移尺���、傳感器替代原主控制系統(tǒng)硬件進(jìn)行升級(jí),采用控制周期更短的控制器替代側(cè)推控制系統(tǒng)原有的控制板,研究了硬件的刷新時(shí)間以及通訊數(shù)據(jù)傳輸速度,研究了控制系統(tǒng)升級(jí)后脹形過(guò)程中壓力的控制過(guò)程���。試驗(yàn)成形的脹形件最大壓強(qiáng)為14 MPa,成形時(shí)間縮短3 s,成形件基本達(dá)到工藝要求。通過(guò)前后系統(tǒng)的成形壓力數(shù)據(jù)對(duì)比,說(shuō)明新的控制系統(tǒng)硬件在響應(yīng)周期上得到提高,數(shù)據(jù)處理能力增強(qiáng),側(cè)推系統(tǒng)控制器還可以對(duì)不同脹形件進(jìn)行定制加工曲線,方便現(xiàn)場(chǎng)調(diào)試,為廠家節(jié)省了維護(hù)時(shí)間和費(fèi)用����。
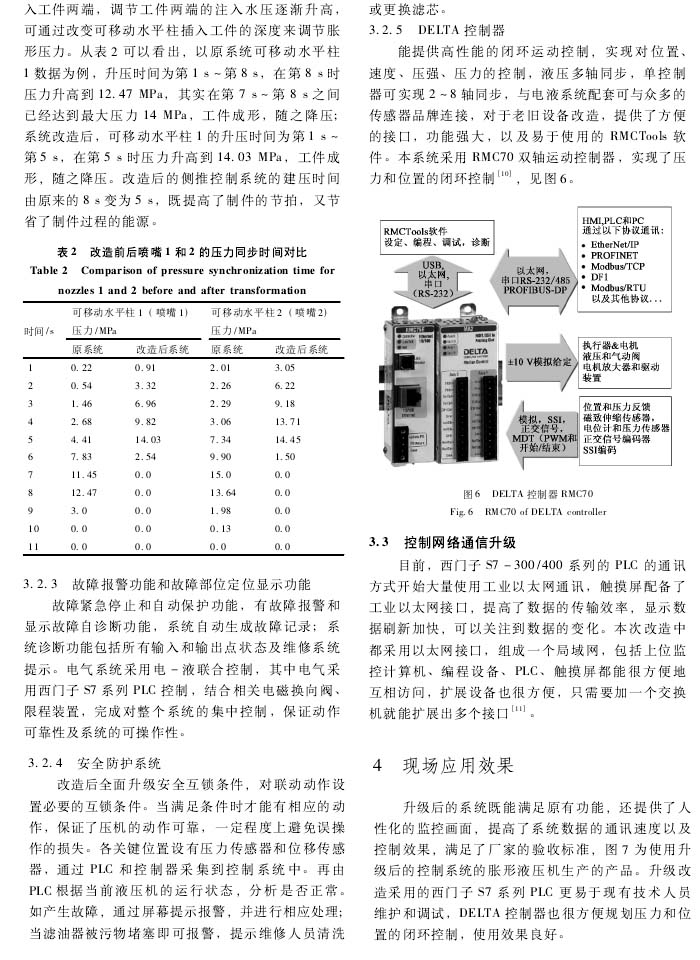
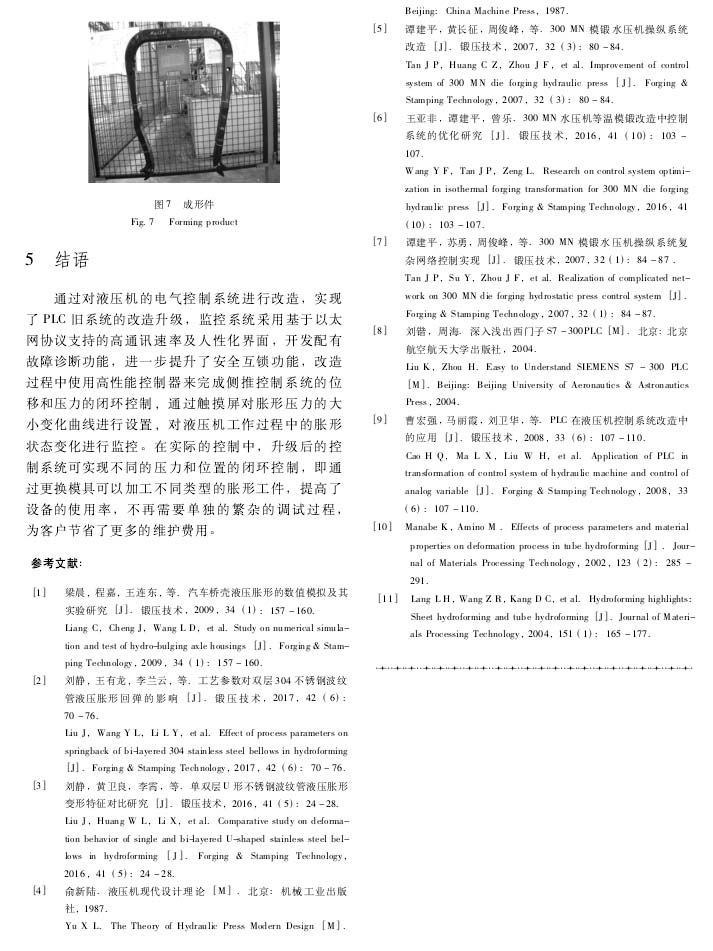
以下是正文: