【作 者】易宗鑫;李小強;潘存良;沈正章
【引 言】
TC4 鈦合金因具有優(yōu)異的綜合性能���,在航空航天�����、軍工����、汽車等領(lǐng)域得到廣泛應(yīng)用[1-3],但 TC4 鈦合金的成形性較差����,難以用來制造變形較大、成形精度較高的零件��。超塑性是指材料在一定的溫度和應(yīng)變速率下表現(xiàn)出較大伸長率的一種特性[4]�����。有研究表明�,當(dāng) TC4 鈦合金晶粒大小均勻、尺寸為10 μm 左右 時�,其在一定的溫度和應(yīng)變速率下具有超塑性[5]。對 TC4 鈦合金進行超塑成形���,能夠克服 TC4 鈦合金成形性差的缺點[6-9]�。
超塑氣脹成形技術(shù)具有模具簡單�、設(shè)備噸位小等優(yōu)勢,廣泛應(yīng)用在超塑成形領(lǐng)域�,但超塑氣脹成形需要的時間較長,且脹形壓力隨時間的變化規(guī)律依賴經(jīng)驗和大量的實驗試錯��,存在較大的誤差�����。數(shù)值模擬技術(shù)不僅可以描述材料的超塑脹形行為�,還能夠反映一定應(yīng)變速率下脹形壓力隨時間的變化趨勢,可以在節(jié)約試驗時間的同時提高成形精度[10-11]���。
目前筒形收口件在國防工業(yè)��、機械制造業(yè)和日用工業(yè)中應(yīng)用廣泛[12-15]�,但 TC4 鈦合金的超塑脹形研究主要集中于超塑性質(zhì)��、本構(gòu)模型建立以及盒形件�、直筒件的成形工藝和組織演變[16-19],對筒形收口件的研究鮮有報道�。這是由于筒形收口件由直筒段和錐形收口段組成,在超塑脹形過程中直筒段和錐形收口段的貼模順序不同��。先貼模的部位應(yīng)變速率很低��,未貼模的部位在氣壓的作用下繼續(xù)發(fā)生脹形�����,脹形過程中不同部位之間變形量不一致,變形過程中成形規(guī)律�����、組織和結(jié)構(gòu)也必然會存在一定的差異��,需要對其展開深入的研究�����。因此���,本工作以 TC4 鈦合金筒形收口件為研究對象�����,通過超塑變形特性分析獲得最佳的超塑脹形溫度和應(yīng)變速率�����,并在最佳參數(shù)下進行超塑脹形數(shù)值模擬����,將獲得的壓力-時間變化曲線用于實際超塑脹形中����,進而驗證數(shù)值模擬的可靠性�,并對超塑脹型后的筒形收口件不同部位進行組織分析�����,以探究不同部位組織演變的規(guī)律���。
【結(jié) 論】
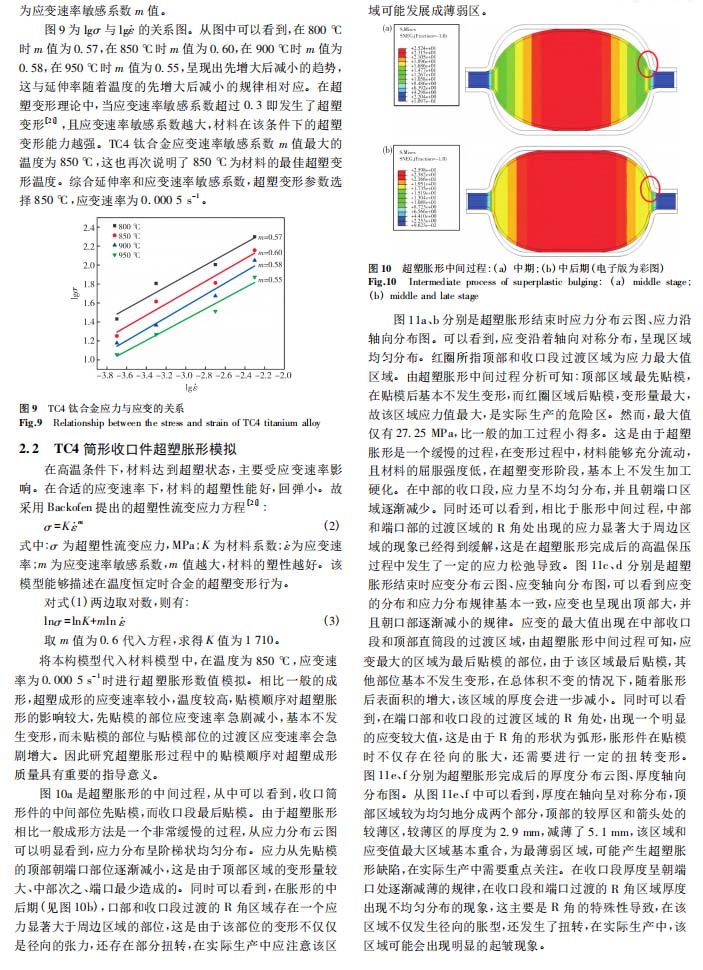
(1)收口旋壓后的 TC4 合金的最佳超塑脹形參數(shù)為溫度850 ℃、應(yīng)變速率 0. 000 5/s�。在該參數(shù)下,TC4 鈦合金的延伸率為 788%����,應(yīng)變速率敏感系數(shù) m 為 0. 60。
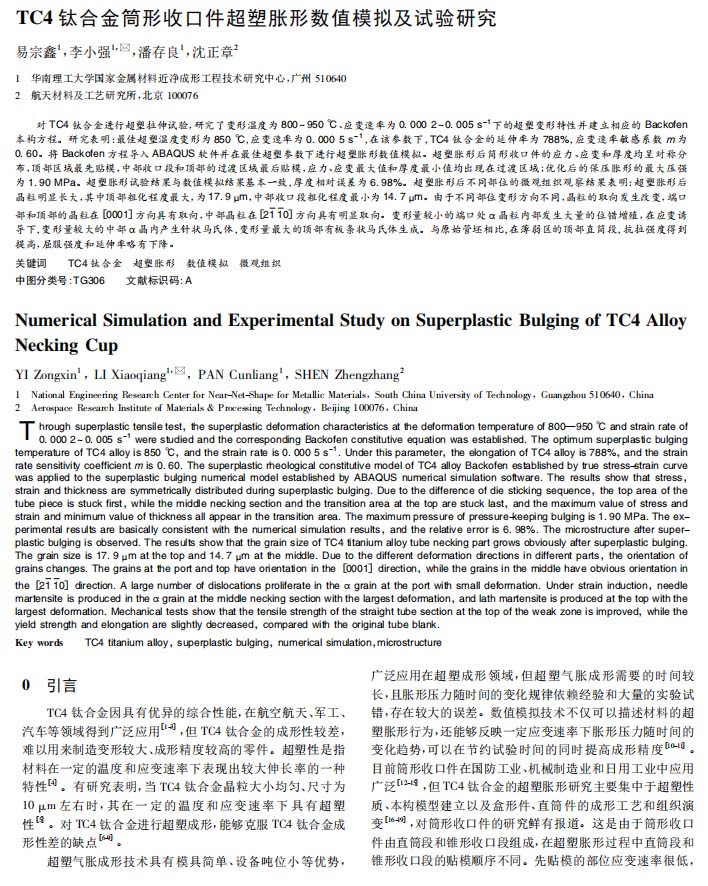
(2)超塑脹形過程中�����,應(yīng)力���、應(yīng)變和厚度均呈對稱分布����。由于中部收口段和頂部的過渡區(qū)域最后貼模,應(yīng)力�、應(yīng)變最大值和厚度最小值均出現(xiàn)在該區(qū)域。修正后的保壓脹形的最大壓強為 1. 90 MPa�����。試驗結(jié)果與數(shù)值模擬結(jié)果基本一致��,相對誤差為 6. 98%��,該模型能夠較好地預(yù)測變形情況��。
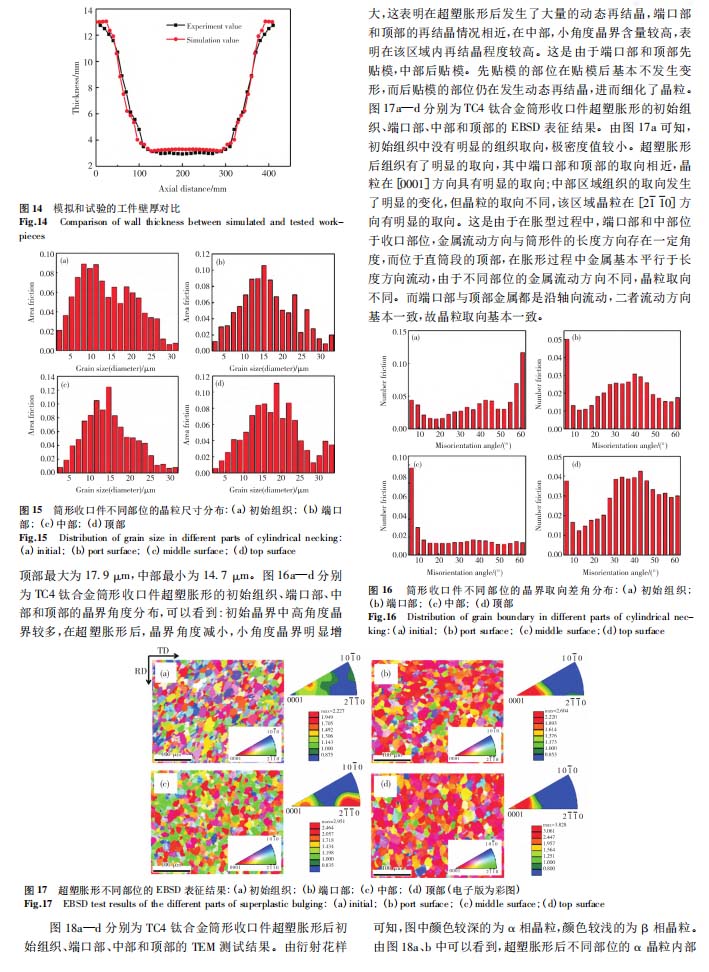
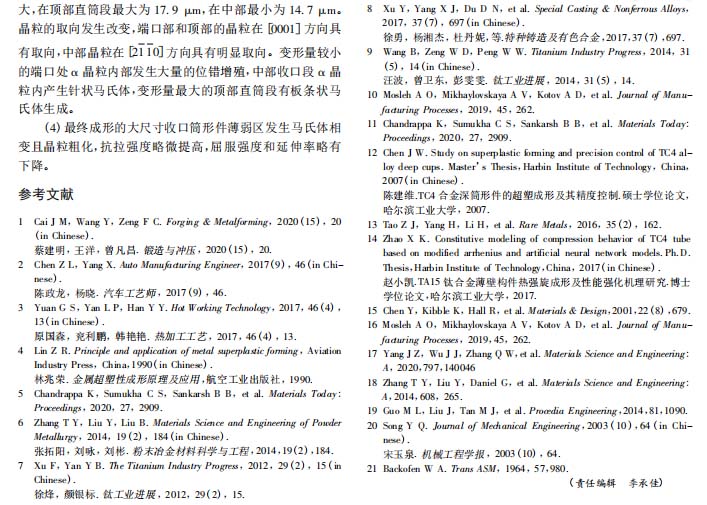
(3)TC4 鈦合金筒形收口件超塑脹形后晶粒發(fā)生明顯長大���,在頂部直筒段最大為 17. 9 μm�,在中部最小為 14. 7 μm���。晶粒的取向發(fā)生改變�����,端口部和頂部的晶粒在[0001]方向具有取向�����,中部晶粒在[21 10]方向具有明顯取向���。變形量較小的端口處 α 晶粒內(nèi)部發(fā)生大量的位錯增殖�����,中部收口段 α 晶粒內(nèi)產(chǎn)生針狀馬氏體���,變形量最大的頂部直筒段有板條狀馬氏體生成�����。
(4)最終成形的大尺寸收口筒形件薄弱區(qū)發(fā)生馬氏體相變且晶粒粗化����,抗拉強度略微提高,屈服強度和延伸率略有下降���。
以下是正文: