【作 者】王龍
鋁加工生產(chǎn)中的板形控制方法中����,采用液壓脹形輥來(lái)調(diào)節(jié)板形是其中之一。以日本和美國(guó)對(duì)該技術(shù)的研究較深入���,其工業(yè)應(yīng)用也最多�����。我國(guó)是鋁加工生產(chǎn)的大國(guó)����。由于液壓脹形輥的在線(xiàn)調(diào)節(jié)板形能力�����,國(guó)內(nèi)鋁加工企業(yè)也希望在生產(chǎn)使用該技術(shù)。自80年代末開(kāi)始有部分學(xué)術(shù)報(bào)道��。國(guó)內(nèi)的高校����,如北京科技大學(xué)、東北大學(xué)等也對(duì)該技術(shù)有研究����。部分研究團(tuán)隊(duì)還試制了樣機(jī)���。
在實(shí)際生產(chǎn)中��,液壓脹形輥的變形是由輥體內(nèi)部超高壓壓力油膨脹產(chǎn)生��。如何給轉(zhuǎn)動(dòng)工作的輥體輸送超高壓油流�����,相關(guān)研究和探討目前鮮見(jiàn)報(bào)道����。
【液壓脹形輥概述】
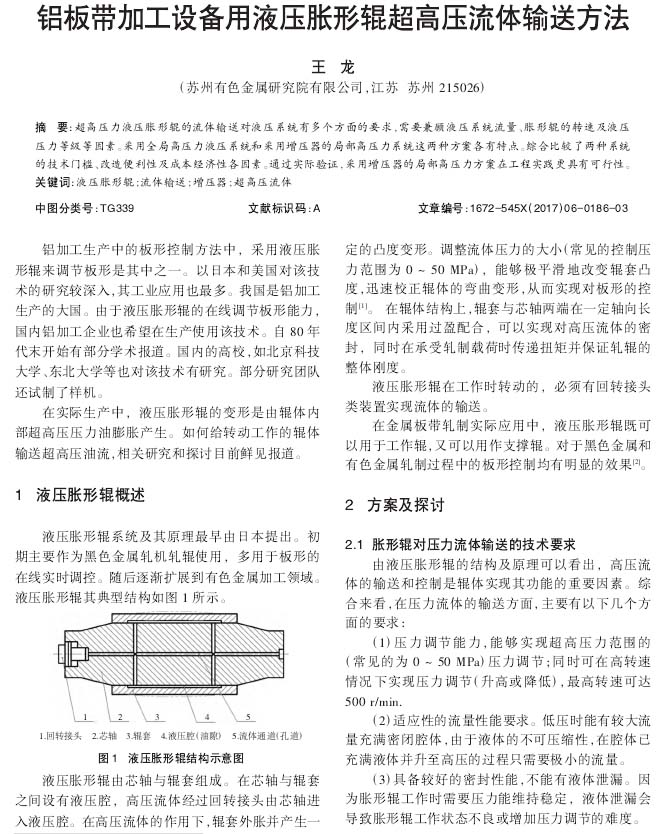
液壓脹形輥系統(tǒng)及其原理最早由日本提出�����。初期主要作為黑色金屬軋機(jī)軋輥使用,多用于板形的在線(xiàn)實(shí)時(shí)調(diào)控�����。隨后逐漸擴(kuò)展到有色金屬加工領(lǐng)域����。液壓脹形輥其典型結(jié)構(gòu)如圖1所示。
液壓脹形輥由芯軸與輥套組成����。在芯軸與輥套之間設(shè)有液壓腔,高壓流體經(jīng)過(guò)回轉(zhuǎn)接頭由芯軸進(jìn)入液壓腔�����。在高壓流體的作用下�,輥套外脹并產(chǎn)生一定的凸度變形。調(diào)整流體壓力的大小(常見(jiàn)的控制壓力范圍為0一50 MPa)����,能夠極平滑地改變輥套凸度,迅速校正輥體的彎曲變形�����,從而實(shí)現(xiàn)對(duì)板形的控制[1]。在輥體結(jié)構(gòu)上�,輥套與芯軸兩端在一定軸向長(zhǎng)度區(qū)間內(nèi)采用過(guò)盈配合,可以實(shí)現(xiàn)對(duì)高壓流體的密封�,同時(shí)在承受軋制載荷時(shí)傳遞扭矩并保證軋輥的整體剛度。
液壓脹形輥在工作時(shí)轉(zhuǎn)動(dòng)的��,必須有回轉(zhuǎn)接頭類(lèi)裝置實(shí)現(xiàn)流體的輸送���。
在金屬板帶軋制實(shí)際應(yīng)用中���,液壓脹形輥既可以用于工作輥����,又可以用作支撐輥。對(duì)于黑色金屬和有色金屬軋制過(guò)程中的板形控制均有明顯的效果[2]�。
【結(jié)束語(yǔ)】
(1)液壓脹形輥的超高壓力液體輸送過(guò)程中,由于系統(tǒng)液壓壓力很高��,對(duì)液壓系統(tǒng)提出了較高的要求���。
(2)現(xiàn)有的回轉(zhuǎn)接頭類(lèi)產(chǎn)品不能兼顧超高壓力�、高工作轉(zhuǎn)速下流體輸送的要求。
(3)在現(xiàn)有常規(guī)壓力液壓系統(tǒng)增加液壓增壓器��,能方便地實(shí)現(xiàn)局部超高壓���。
(4)采用增壓器實(shí)現(xiàn)局部超高壓的技術(shù)方案具有經(jīng)濟(jì)性好���,易維護(hù)的優(yōu)點(diǎn)。
以下是正文: